水性切削液配方比例(150种金属切削液配方与制作两款水溶性切削液)
水性切削液配方比例(150种金属切削液配方与制作两款水溶性切削液)
最近两期分享了由小江实验室推出的《切削液铁屑防锈实验》和《如何正确的选择和使用防锈剂》的视频,收到很多朋友的关注,还没有看过的小伙伴可以通过往期视频进行查看。

小江实验室
本期给大家分享两款水溶性切削液,一款低成本水溶性切削液,还有一款是极压润滑效果很好的水溶性切削液,希望大家喜欢!
后续我们会针对不同的切削液配方和添加剂做相应的视频或文章剖析,点击关注我们第一时间获取动态信息。

《150种金属切削液配方与制作》两款水溶性切削液
低成本水溶性切削液
特性:
由于本品防锈效果较好而且可以取代亚硝酸钠的防锈剂,使本品的透明水溶性合成切削液解决了毒性和污染问题。本品切削液组合物所用原料大部分是市售商品,而防锈剂又可使用生产吗啉的廉价副产物,因此原料易得,成本降低,本品的切削液使用效果也明显优于乳化液,金属切削的光洁度也有提高。
用途与用法:
本品主要应用于金属加工。
配方:

低成本水溶性切削液配方
制作方法:
(1)将不同批号制备吗啉所得到的副产物,根据其吗啉的衍生物混合物的含量,与硼酸按以h所要求的(3〜4):1质量比混合,在常温及常压下搅拌0.5〜1.0h进行反应。即得到所需的防锈剂。
(2)在常温常压下,先将防诱剂加入到容器中,再加入油酸三乙醇胺,然后慢慢加入水,待搅拌均匀后加入苯并三氮唑及消泡剂;最后加入乙醇胺,继续搅拌直到溶液均匀透明为止,时间需1〜2h,即得切削液。
注意事项:
本品各组分质量份配比范围为:防锈剂31〜40、消泡剂0.3〜0.5、苯并三氮唑0.1〜0.3、油酸三乙醇胺1.5〜4、乙醇胺1〜1_5、水54.2〜65.6。
所述油酸三乙醇胺是清洗剂,是山油酸与三乙醇胺按1:2的质量比在常温下反应0.5h所得到的。
所述消泡剂是由乙二醇及相对分子质量为2000的甲基硅油按1:50的质量比在常温下搅拌混合而成。
所述苯并三氮唑是具有油性、抗氧化、抗磨、防锈等多种性能的商品添加剂。
极压润滑水溶性切削液
特性:
本品使用寿命长,具有良好的极压润滑性、防诱性、冷却性和清洗性,在不同的水硬度条件下,仍可保持较高的稳定性。
传统水性润滑剂润滑性不能完全达到油性润滑油的润滑性,但本产品润滑性方面达到并超过了润滑油的加工性能,本水溶性加工液可完全替代油性加工液。
国内外同类产品适用的加工材质范围较窄,本产品适合所有金属材质(包括钢、铝合金、镁合金等)的加工润滑需求,扩大了用途与用法领域。
用途与用法:
本品主要应用于金属加工。
配方:
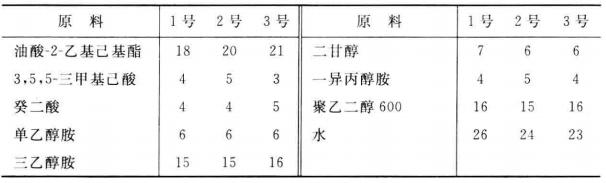
极压润滑水溶性切削液配方
制作方法:
(1)取油酸-2-乙基己基酯、单乙醇胺、3,5,5-三甲基己酸,并量取占总水量40%〜50%的水,将量取的油酸-2-乙基己基酯、单乙醇胺、3,5,5-三甲基己酸和水混合,在50〜70℃温度下反应1h,得到醇胺合成脂混合物A;
(2)取癸二酸、三乙醇胺、一异丙醇胺,并量取占总水量40%〜50%的水,将量取的癸二酸、三乙醇胺、一异丙醇胺和水混合,在70〜90℃温度下反应1〜2h,得到醇胺合成脂混合物B;
(3)取二甘醇和聚乙二醇600,将量取的二甘醇和聚乙二醇600与醇胺合成脂混合物A和醇胺合成脂混合物B搅拌混合,在50〜70℃温度下反应50〜90min,得到成品。
注意事项:
本品各组分质量份配比范围为:油酸-2-乙基己基酯15〜25、3,5,5-三甲基己酸2〜8、癸二酸3〜10、单乙醇胺5〜10、三乙醇胺15〜20、二甘醇5〜10、一异丙醇胺3〜10、聚乙二醇60015〜20、水20〜30。
产品质量指标:
pH值(5%稀释液) 9.0-9.5腐蚀性 合格防锈性 合格最大无卡咬负荷Pb/N ≥1100在硬水中的稳定性 无絮状物、无析出物,
标签: